
Análisis de un tornillo.
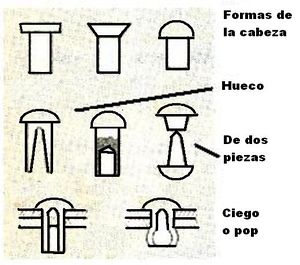
Consta de tres partes principales: la cabeza, el vástago y las roscas. La cabeza es la parte visible en la superficie, la que se gira. Tiene varias formas para diferentes propósitos. Algunas formas permiten que el tornillo quede a ras del material, mientras que otras proporcionan más potencia de giro. El vástago es el cuerpo largo del tornillo. Puede tener roscas en toda su longitud o sólo en una parte. Una sección lisa cerca de la cabeza ayuda a unir los materiales. Las roscas son las líneas en espiral del vástago. Son cruciales para mantener unidos los materiales. El diseño de la rosca, gruesa o fina, influye en la sujeción del tornillo y en su facilidad de uso.
Además, la punta del tornillo también es importante. Algunos tornillos tienen una punta afilada para atravesar materiales como la madera. Otros tienen un extremo plano, adecuado para agujeros pre-taladrados o roscados. Elegir las características adecuadas de un tornillo, en función del material y el proyecto, es clave.
Tornillos para madera
Estos tornillos están diseñados para unir piezas de madera de forma segura, sin causar grietas. Con sus roscas gruesas y a veces una punta afilada, pueden penetrar eficazmente en la madera. Taladrar un agujero piloto antes de insertar el tornillo, especialmente en zonas duras, puede facilitar la inserción y evitar que la madera se parta. Seleccionar el tamaño y la longitud adecuados es fundamental para diversos proyectos, desde estanterías hasta armarios, garantizando su durabilidad y resistencia.

Tornillos de máquina
Los tornillos de máquina son componentes fundamentales en la ingeniería y la construcción, proporcionando un método eficaz y fiable para unir pieza
Su capacidad para adaptarse a diversas aplicaciones y su facilidad de uso los convierten en una elección preferida en múltiples industrias. Al seleccionar un tornillo de máquina, es importante considerar el material, el tamaño y el tipo de cabeza para asegurar un rendimiento óptimo en la aplicación deseada.

Tornillos autorroscantes
En términos simples, un tornillo autorroscante es un tipo de sujetador que puede crear sus propias roscas internas en el material a medida que se coloca, eliminando la necesidad de roscar previamente con un macho.
Los materiales aplicables son muy diversos: metal, madera, plástico, yeso y más. Con el tipo adecuado, los tornillos autorroscantes pueden realizar las tareas de fijación más comunes.

Tornillos para metal
Los tornillos para metal están diseñados para crear uniones firmes en piezas de metal. Estos tornillos tienen una rosca más fina que permite sujetar de manera segura sin dañar el material. Se utilizan en una gran variedad de aplicaciones, como la construcción de estructuras metálicas o el ensamblaje de maquinaria.

Tornillos de seguridad
Los tornillos de seguridad son un tipo especial de tornillería que está diseñada para prevenir manipulaciones indebidas. Su cabeza tiene un diseño especial que dificulta el uso de herramientas convencionales, haciendo que sean ideales para proyectos donde la seguridad es prioritaria, como en rejas, puertas y cajas fuertes.

Pernos
Los pernos son elementos de tornillería más robustos, utilizados generalmente en la construcción de estructuras que requieren una gran resistencia. Los pernos se utilizan junto con tuercas y arandelas para garantizar una fijación firme y segura, y son muy comunes en la ingeniería civil, puentes y otras construcciones pesadas.

Consejos para elegir la tornillería adecuada
Elegir la tornillería correcta puede marcar la diferencia en la seguridad y durabilidad de una construcción.
- Material de la superficie: el material en el que se va a trabajar determinará qué tipo de tornillo es necesario. Por ejemplo, los tornillos para madera no son adecuados para metal y viceversa.
- Resistencia a la corrosión: si el proyecto está expuesto al aire libre o a condiciones de humedad, es importante elegir tornillería con tratamiento anticorrosivo, como el acero galvanizado o acero inoxidable.
- Tipo de cabeza: la forma de la cabeza del tornillo (avellanada, hexagonal, redonda) determinará cómo se asienta en la superficie y si el tornillo quedará al ras, sobresaliendo o bien oculto.
- Carga y resistencia: es importante considerar la carga que soportará la fijación. Para cargas ligeras se pueden utilizar tornillos más delgados, mientras que para estructuras pesadas se recomienda el uso de pernos.





.png)


